Qaynaq çatları qaynaq qüsurlarının ən zərərli sinfi kimi qaynaqlanmış strukturların işinə və təhlükəsizliyinə və etibarlılığına ciddi təsir göstərir. Bu gün biz sizi çatların növlərindən birini - laminatlı çatları tanımağa aparacağıq.
01
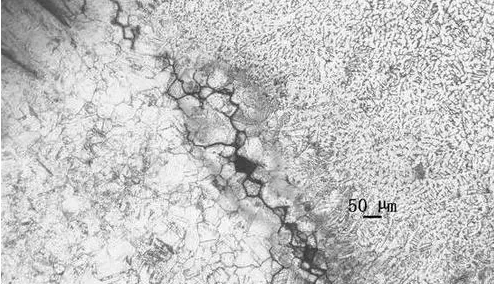
Qeyri-metal daxilolmalar, yayma prosesində polad boşqab polad daxilində bəzi qeyri-metal daxilolmalar olacaq və s. (məsələn, sulfidlər, silikatlar) yuvarlanma istiqamətinə paralel bir banda yuvarlanır və bu da mexaniki xassələrdə dəyişkənliyə səbəb olur. polad, inclusions potensial amillərin laminar yırtılması istehsal etmək üçün qaynaqlı strukturlardır, həm də laminar yırtılma istehsalının əsas səbəbidir.
02
Məhdudiyyət gərginliyi, qaynaq istilik dövrü ilə əlaqədar olaraq, qaynaqlanmış birləşmələrdə məhdudlaşdırıcı qüvvə görünəcək, verilmiş bir haddelenmiş qalın boşqab T-şəkilli və çarpaz birləşmələr üçün, eyni şəraitdə qaynaq parametrlərində, kritik bir məhdudiyyət gərginliyi və ya əyilmə var. məhdudiyyət gücü, bu dəyərdən böyük olduqda laminar yırtılmağa meyllidir.
03
Hidrogenin diffuziyası, hidrogen, hidrogenin diffuziyasına görə krekinq promouteridir və bir molekula birləşir ki, yerli gərginlik kəskin şəkildə artır, hidrogen qeyri-metal daxilolmaların və metal itkisinin təşviqi sonunda daxilolmalara yığıldıqda. yapışma və hidrogen qırılma xüsusiyyətlərinin qırılmasında, metaldakı qonşu inclusions off çəkiləcək.
04
Ana materialın xüsusiyyətləri, daxilolmalar laminar yırtığın əsas səbəbi olsa da, metalın mexaniki xüsusiyyətləri də laminar yırtılmaya çox əhəmiyyətli təsir göstərir. Metalın zəif plastik sərtliyi, çatlama ehtimalı daha yüksəkdir, yəni laminar yırtılmaya zəif müqavimət göstərir.
www.DeepL.com/Translator ilə tərcümə olunub (pulsuz versiya)

Xinfa qaynaq avadanlığı yüksək keyfiyyət və aşağı qiymət xüsusiyyətlərinə malikdir. Ətraflı məlumat üçün müraciət edin:Qaynaq və Kəsmə İstehsalçıları – Çin Qaynaq və Kəsmə Fabriki və Təchizatçılar (xinfatools.com)
Laminar çatların əmələ gəlməsinin qarşısını almaq üçün dizayn və tikinti prosesində əsas şey Z istiqaməti gərginliyindən və gərginlik konsentrasiyasından qaçınmaqdır, xüsusi tədbirlər aşağıdakılardır:
1. Məhdud gərginliyi azaltmaq üçün birgə dizaynı təkmilləşdirin. Spesifik tədbirlər, məsələn: qövs boşqabının ucunun müəyyən uzunluqda uzadılmasına səbəb olacaq, çatlamanın qarşısını alacaq; qaynaq büzülməsi gərginliyinin istiqamətini dəyişdirmək üçün qaynaq quruluşunu dəyişdirin, şaquli qövs boşqabını üfüqi qövs plitəsinə çevirin, qaynağın mövqeyini dəyişdirin ki, yuvarlanan təbəqəyə paralel olan qüvvənin ümumi istiqamətinin birləşməsini çox yaxşılaşdırın. anti-laminar cırılmanın performansı.
2. Müvafiq qaynaq üsulunu qəbul edin, aşağı hidrogen qaynaq metodunun istifadəsi əlverişlidir, məsələn, qazdan qorunan qaynaq, sualtı qövs qaynağı soyuq çatlaq meyli kiçikdir, anti-laminar yırtılma işini yaxşılaşdırmaq üçün əlverişlidir.
3. Aşağı möhkəmlikli uyğun qaynaq materiallarının istifadəsi, qaynaq metalı aşağı məhsuldarlığa malikdir, yüksək çevikliyə malikdir, gərginliyin qaynaqda cəmləşməsini asanlaşdırır və əsas materialın gərginliyinin istilikdən təsirlənmiş zonasını azaldır, performansı yaxşılaşdıra bilər. anti-laminar yırtılma.
4. Qaynaq texnologiyasının istifadəsində, səth örtüyünün izolyasiya qatının istifadəsi; simmetrik qaynaq, beləliklə deformasiyanın paylanması balanslaşdırılmışdır, deformasiya konsentrasiyası azalır.
5. Soyuq krekinq nəticəsində yaranan laminar cırılmanın qarşısını almaq üçün, soyuq krekinqlərin qarşısını almaq üçün bəzi tədbirləri, məsələn, ön qızdırmanın yaxşılaşdırılması və təbəqələrarası temperaturun idarə edilməsi və s. aralıq tavlama kimi.
6. Kiçik qaynaq ayaqları, çox kanallı qaynaq prosesini istifadə edərək, qaynağın ölçüsünü də idarə edə bilərik.
www.DeepL.com/Translator ilə tərcümə olunub (pulsuz versiya)
Göndərmə vaxtı: 24 avqust 2023-cü il


