1. G73 (çip qırma dövrü) adətən qazma diametrinin 3 qatından daha dərin olan, lakin qazma bıçağının effektiv uzunluğundan çox olmayan deliklərin işlənməsi üçün istifadə olunur. 2. G81 (dayaz deşik dövrü) adətən mərkəzi deşiklərin qazılması, pahların kəsilməsi və qazma diametrinin 3 qatından çox olmayan deliklərin qazılması üçün istifadə olunur. Daxili soyutma alətlərinin ortaya çıxması ilə emal səmərəliliyini artırmaq üçün bu dövr qazma üçün də seçiləcəkdir. 3. G83 (dərin çuxur dövrü) adətən dərin çuxurların işlənməsi üçün istifadə olunur.
Maşın mili mərkəzi soyutma ilə təchiz edildikdə (su çıxışı)
Alət mərkəzi soyutmanı da dəstəklədikdə (su çıxışı)
Delikləri emal etmək üçün G81 seçmək ən yaxşı seçimdir
Yüksək təzyiqli soyuducu yalnız qazma zamanı yaranan istiliyi götürməyəcək, həm də kəsici kənarı daha vaxtında yağlayacaqdır. Yüksək təzyiq də qazma çiplərini birbaşa qıracaq. Yaranan kiçik çiplər də yüksək təzyiqli su axını ilə dəlikdən vaxtında boşaldılacaq, alətin aşınmasına və ikinci dərəcəli kəsmə nəticəsində işlənmiş çuxurun keyfiyyətinin pozulmasına yol verilməyəcək. Soyutma, yağlama və çiplərin çıxarılması problemi olmadığı üçün bu, üç qazma dövrü arasında ən təhlükəsiz və ən səmərəli həlldir.
Xinfa CNC alətləri keyfiyyətli və aşağı qiymət xüsusiyyətlərinə malikdir. Ətraflı məlumat üçün müraciət edin:CNC Alətləri İstehsalçıları - Çin CNC Alətləri Fabriki və Təchizatçılar (xinfatools.com)
Emal materialı çipləri qırmaq çətindir, lakin digər iş şəraiti yaxşıdır
Mil mərkəzi soyutma olmadıqda (su çıxışı)
G73-dən istifadə yaxşı seçimdir
Bu dövrə qısa bir fasilə və ya kiçik bir geri çəkilmə məsafəsi ilə çipin qırılmasına nail olacaq, lakin qazma bitinin yaxşı çip çıxarma qabiliyyəti olmalıdır. Daha hamar bir çip yivi, növbəti qazmanın çiplərinə qarışmamaq üçün fişlərin daha sürətli boşaldılmasına imkan verəcək və bununla da çuxurun keyfiyyətini məhv edəcəkdir. Sıxılmış havanın köməkçi çip çıxarılması kimi istifadə edilməsi də yaxşı seçimdir.
Əgər iş şəraiti qeyri-sabitdirsə
G83-dən istifadə ən təhlükəsiz seçimdir
Dərin çuxurların işlənməsi qazma bitinin kəsici kənarının çox tez aşınmasına səbəb olacaq, çünki onu vaxtında soyutmaq və yağlamaq mümkün deyil. Çuxurdakı çiplərin də dərinliyinə görə vaxtında boşaldılması çətin olacaq. Çip yivindəki çiplər soyuducuya mane olarsa, bu, nəinki alətin xidmət müddətini əhəmiyyətli dərəcədə azaldacaq, həm də çiplər ikinci dərəcəli kəsmə səbəbindən işlənmiş çuxurun daxili divarını daha kobud edəcək və daha da pis dövrə səbəb olacaq.
Qısa məsafədə -Q qazdıqdan sonra alət istinad hündürlüyünə -R qaldırılarsa, çuxurun dibinə yaxın emal zamanı daha uyğun ola bilər, lakin çuxurun birinci yarısını emal etmək çox vaxt aparacaq, lazımsız tullantılara səbəb olur.
Daha optimallaşdırılmış üsul varmı?
G83 dərin deşik dövründən istifadə etməyin iki yolu var
1: G83 X_ Y_ Z_ R_ Q_ F_
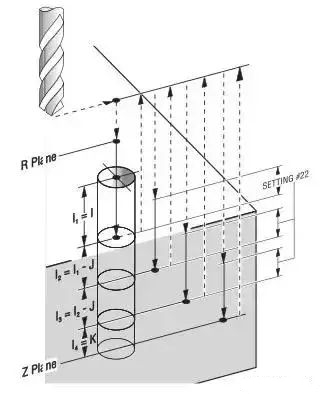
2: G83 X_ Y_ Z_ I_ J_ K_ R_ F_
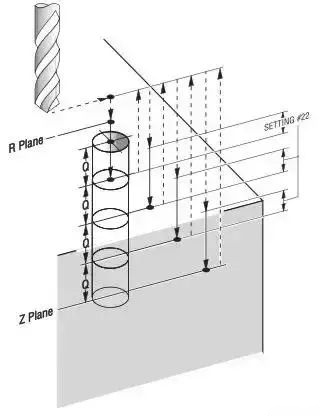
Birinci üsulda Q dəyəri sabit qiymətdir, yəni çuxurun yuxarısından aşağısına qədər hər dəfə emal üçün eyni dərinlikdən istifadə olunur. Emal təhlükəsizliyinə ehtiyac olduğundan, adətən ən kiçik dəyər seçilir, bu da ən az metal çıxarma dərəcəsi deməkdir və çoxlu emal vaxtı görünməz şəkildə itirilir.
İkinci üsulda hər kəsmənin dərinliyi müvafiq olaraq I, J və K ilə təmsil olunur:
Çuxurun yuxarı hissəsindəki iş şəraiti yaxşı olduqda, emal səmərəliliyini artırmaq üçün daha böyük I dəyəri təyin edə bilərik;
Emal çuxurunun ortasındakı iş şəraiti orta olduqda, təhlükəsizlik və səmərəliliyi təmin etmək üçün tədricən azaldılmış J dəyərindən istifadə edirik; emal çuxurunun altındakı iş vəziyyəti pis olduqda, emal təhlükəsizliyini təmin etmək üçün K dəyərini təyin edirik.
Faktiki istifadədə, ikinci üsul qazma səmərəliliyini 50% artıra və sıfıra başa gələ bilər!
Göndərmə vaxtı: 22 iyul 2024-cü il


